GyroScan -ジャイロスキャン-

PRODUCTS
あらゆる現場に
自動検査を導入可能
簡単な操作で、正確な検査を安定的に
製造現場を40年以上見続けてきた私たちが考える理想の検査機。
それは「簡単であること」「精密であること」「安定していること」が高い次元で融合しているものです。
どれが不足しても生産現場では生産の足をひっぱってしまいます。
現場の効率を最大化し、生産の品質を極限まであげるための検査機、それがジャイロスキャンです。
検査用途例(自動車製品分野)
自動車製品分野では、バルブボディ・マスターシリンダー・ピストン等の円筒内表面を自動検査できます。
その他の製品も同じように簡単かつ精密に安定して検査することができます。

01
鋳巣検査
- エンジンボア
- シリンダライナ
- マスターシリンダ
- バルブボディ
- ピストン
など

02
切粉検査(異物混入検査)
- ブレーキキャリパ
- マスターシリンダ
- ピストン
など

03
面取り有無検査
- マスターシリンダ
- ピストン
など
EASY
簡単
現場で使いこなせない検査機は意味がない
あらゆる現場に導入できる
「簡単に使える高性能」
切削穴の表面検査を目視から自動に
ジャイロスキャンの使用方法は非常に簡単で、検査対象物の内部に円筒状の検査プローブが入る状態に設置するだけ。 あとは検査プローブが自動的に焦点距離を調整、レーザーを発しながら回転し、内部に欠陥があるかどうか検出してくれるので、再現性の高い欠陥検査が可能です。
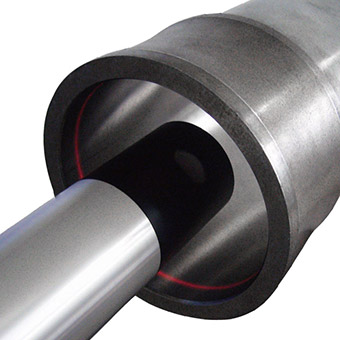
レーザスキャン方式
レーザ光を円周方向に回転させながら検査を行います。周回するごとに移動し内面全体を検査します。微小スポットのレーザ光を用いて検査するため、分解能に優れています。 あとは検査プローブが自動的に焦点距離を調整、レーザーを発しながら回転し、内部に欠陥があるかどうか検出してくれるので、再現性の高い欠陥検査が可能です。
-
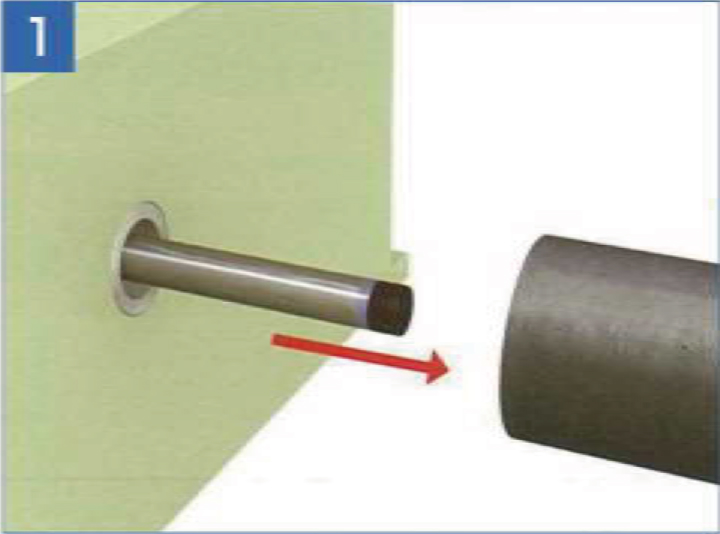
ワークをセットします。 -
レーザプローブを回転させながら、ワークの中心に入れていきます。 -
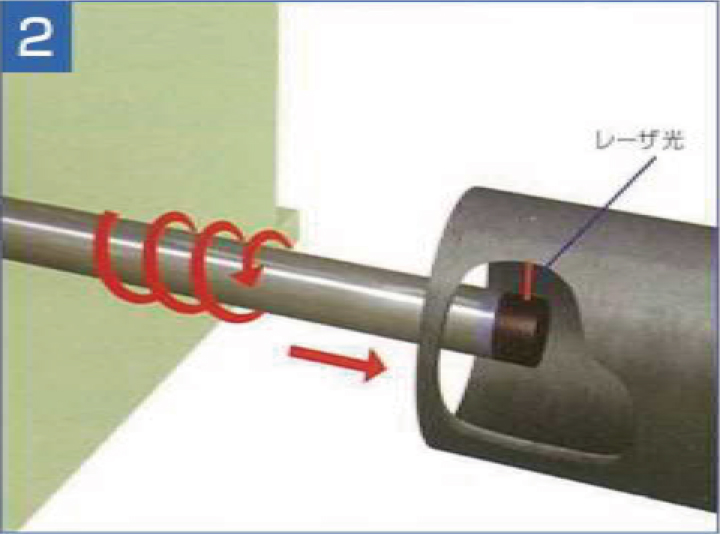
レーザプローブが元に戻ります。 -
筒内表面の展開画像が表示され画像処理を行いOK/NGを判定します。
Precise
精密
最小検出サイズ φ0.05mm 「高精度なのに高速スキャン」
生産現場で使える、現場のための検査機
16,000rpmの高速回転により、従来機種の半分以下の時間で検査スキャンを実現。従来機種と同じスキャン時間であれば、倍以上の高精細な検査をすることが可能です。また、検査面は、「色」ではなく「状態」を基にした検査を行うため、洗浄痕、色むら、ロット違いによる色合いの変化に影響を受けにくい仕様です。
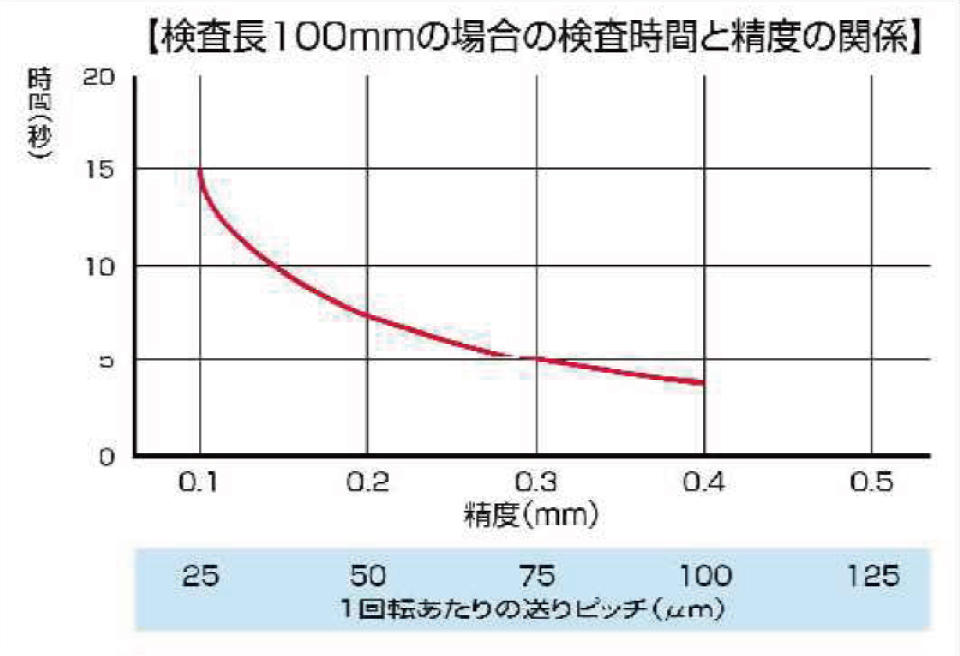
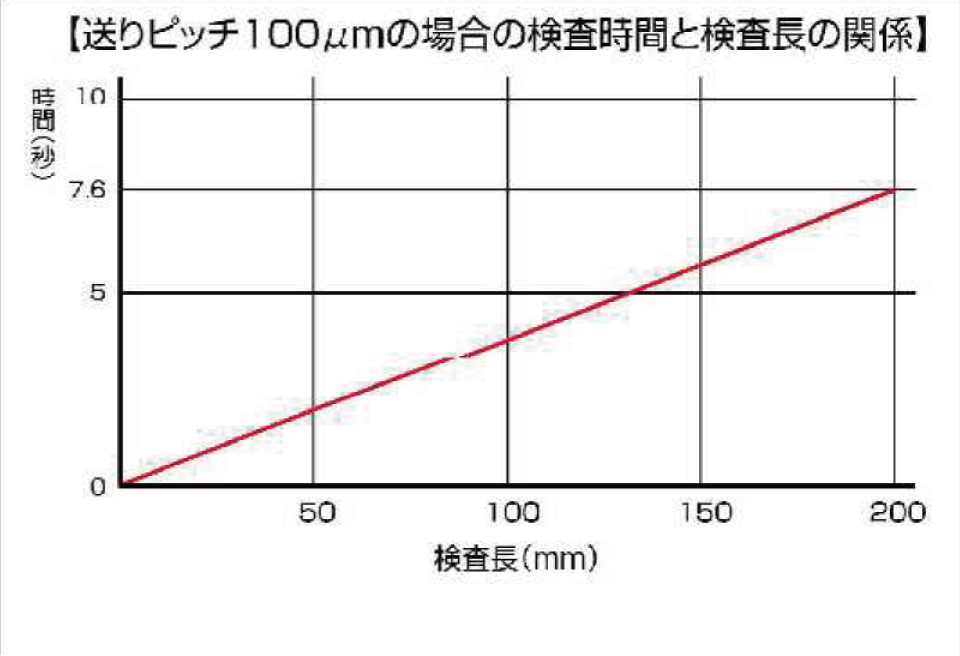
※上記グラフはスキャン時間です。実際の検査はレーザプローブの昇降時間及び外部信号の応答時間がかかります。
プローブは、ミラーだけが回転する方式です。ミラー以外の光学系を回転させないため、安定した検査はもちろん、耐久性にも優れます。 万が一プローブが破損した場合、ミラーユニットだけの交換修理で済むこと場合もあり、修理コストを大幅に抑えることが可能です。
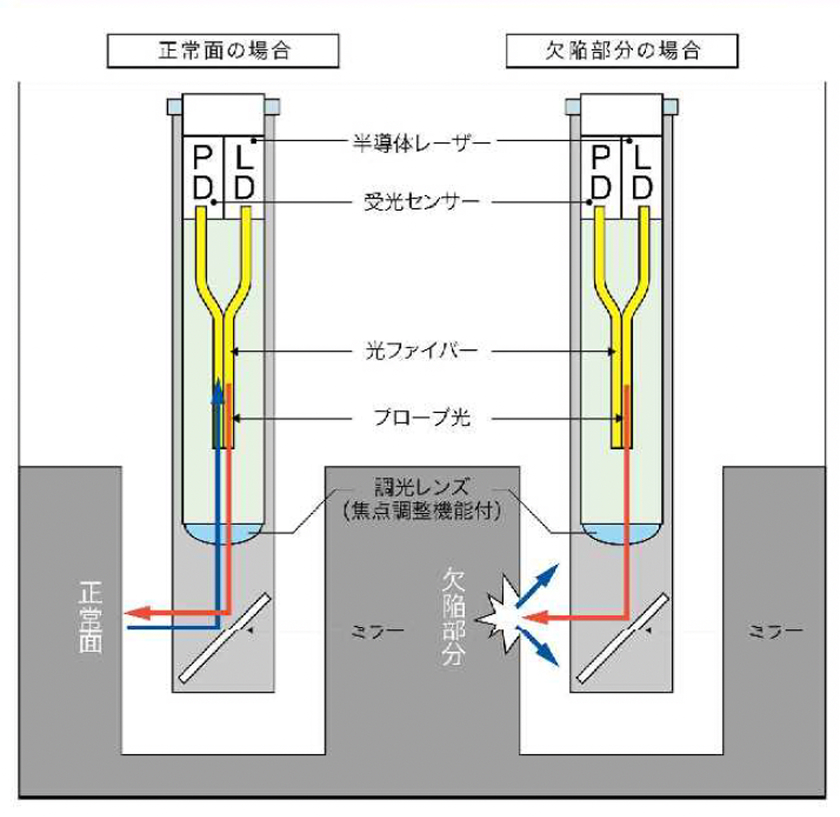
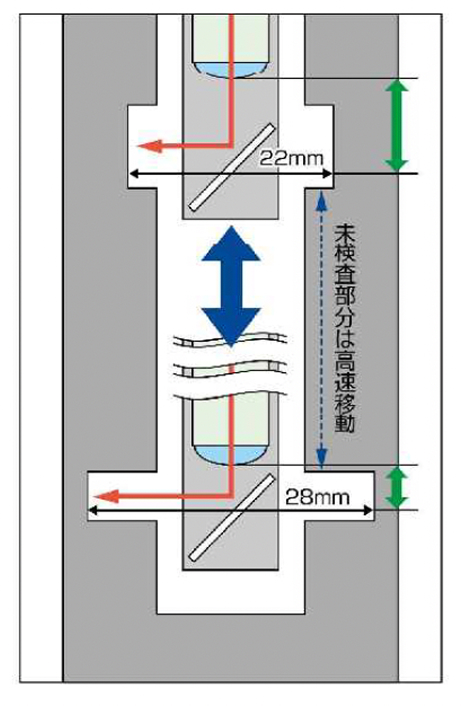
可変焦点タイプのプローブ
ジャイロスキャンは、可変焦点タイプのプローブを採用しています。そのため、常に焦点があった鮮明なデータを取得し、最小φ0.05mmの微小欠損を検出することができます。また、1つのワークに異なる直径の検査部分が存在しても同じプローブのまま検査することができます。 ※特許取得済〈特開2010-145283 表面検査装置の検査ヘッド〉

Stable
安定
工場の照明やワーク表面のロット差など
様々な環境・素材でも
「いつも同じ検査結果」
カメラ方式ではなくレーザー方式
情報を面で測定するカメラ方式と異なり、ジャイロスキャンのレーザー方式は、面で測定します。測定点ごとに。二次的な値で版く、直接的なデータで256階調に分類するため、検査基準を明確にできます。その結果、比較演算が正確になり、再現性の工場や過剰検出の削減が可能です。また、キズや鋳巣を目立たせる光源が必須のカメラ方式と異なり、レーザー方式は光源が不要です。そのため、設置が容易で。環境にも影響されないため、再現性に優れています。

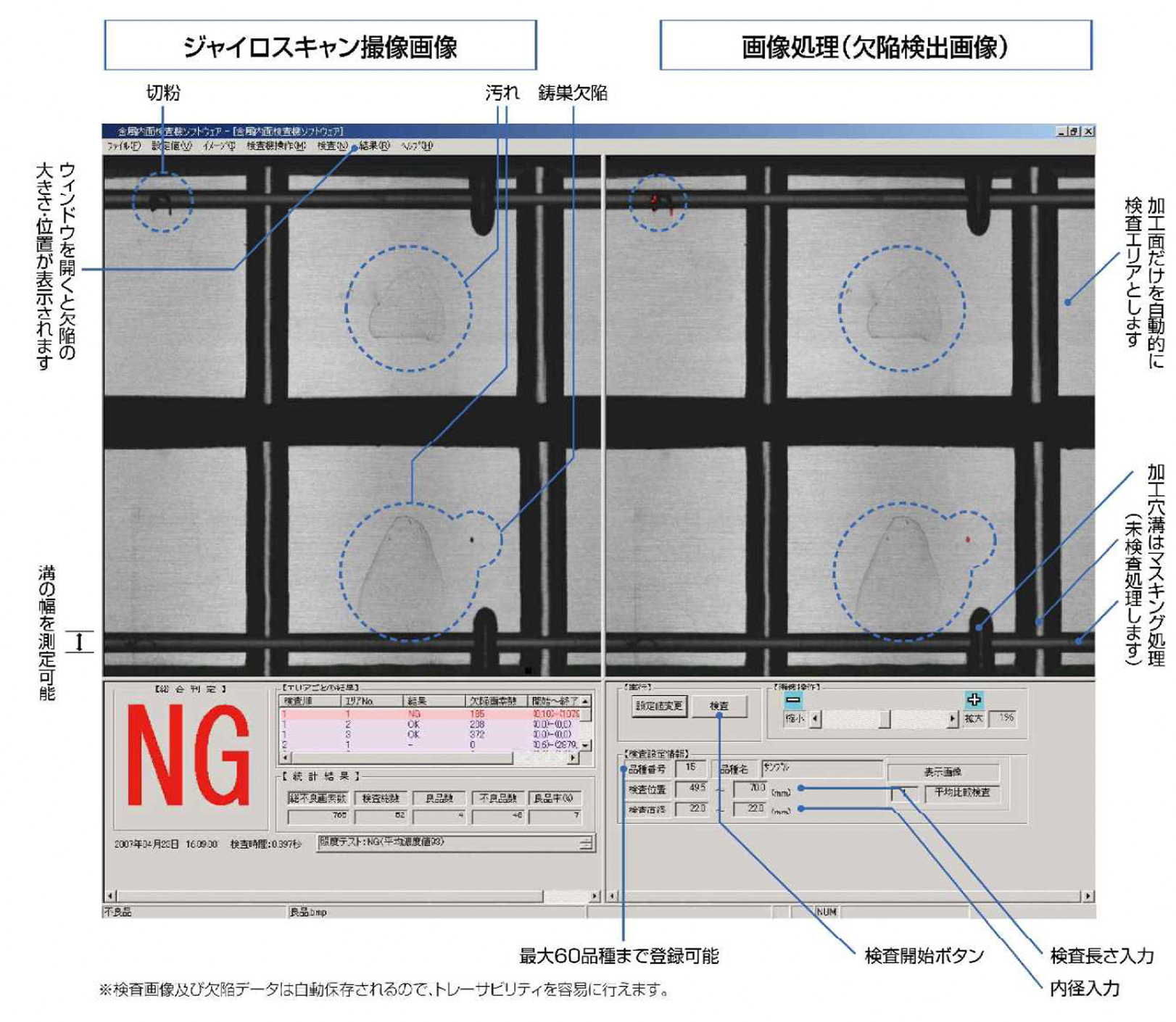
使いやすい検査画面
検査画面では各種のアルゴリズムを組み合わせて、傷、鋳巣等を検出します。256階調の色調より良品部との平均比較により、不良部を検出し、その大きさや密集度から総合的に判断し、ワークの良/不良を決定します。同一のエリア内に複数の検査ロジックを併用することもできるため、様々なパターンを網羅した検定ができます。
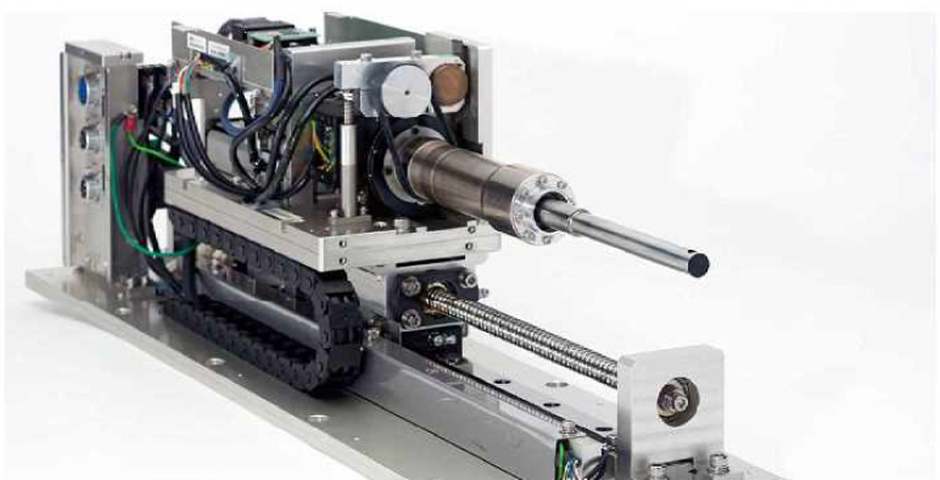
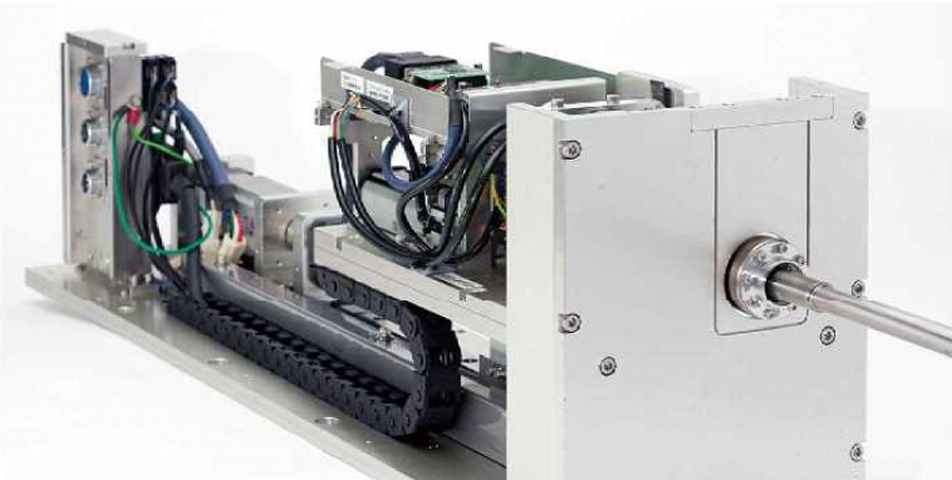
検査機内臓
ジャイロスキャンにはブローブを駆動するアクチュエータが内臓されています。ジャイロスキャンを検査のために動かす必要がありません。ワークを定位置にセットするだけで検査することが可能です。そのため、搬送装置に組み込むことが容易です。さらに、あらかじめ駆動系と測定系を組み合わせているため、正確で再現性の高い検査を行うことが可能です。
specification
主な仕様
- 検査項目
- 鋳巣、割れ、傷、切粉、異物、溝加工有無、面取り加工有無、加工うねり不良、加工幅(溝幅)測定 等
- 対象ワーク
- 内径φ1.5mm~φ320mm
- 最大検査長さ
- 200mm(※1)
- 最小検出サイズ
- φ0.05mm 程度(※2)
- 最小画素分解能
- 25μm×25μm / pix(※3)
- ワーク位置決め精度
- ±0.1mm 推奨(※4)
- 出力可能欠陥情報
- 欠陥の個数・面積・長さ・位置 等
- 外部入力信号
- 検査開始、緊急停止、警報リセット、品種情報 等
- 外部出力信号
- 検査準備完了、検査終了、OK 判定、NG 判定、検査装置異常 等
- 外部入出力端子
- D-sub25 ピン
- 制御ボックス寸法及び重量
- 170mm×165mm×125mm、2kg
- 制御ボックス取付寸法
- DINレール
- 各種認定
- CE認証、米国FDA認証
- 本体寸法及び重量
- 180mm×200mm×620mm、15kg
- 電源
- 単相 100V 50/60Hz 5A
- レーザークラス
- クラス2(IEC 60825-1:2007,655nm)(※5)
- 備考
- 画像保存機能有り、自己診断機能有り
- ※1 対象ワーク内径によって異なります。詳しくは弊社担当者にお問い合わせください。200mm以上の場合はご相談ください。
- ※2 検査面の状態によって異なります。高機能タイプでの検出能力です。
- ※3 ワーク内径、検査長によって異なります。詳しくは弊社担当者にお問い合わせください。
- ※4 ワークの内径及び要求精度によって異なります。詳しくは弊社担当者にお問い合わせください。
- ※5 FDA(CDRH)のLaser Notice No.50に基づき、21 CFR 1040.10 and 1040.11に準拠しております。
ジャイロスキャンの構成

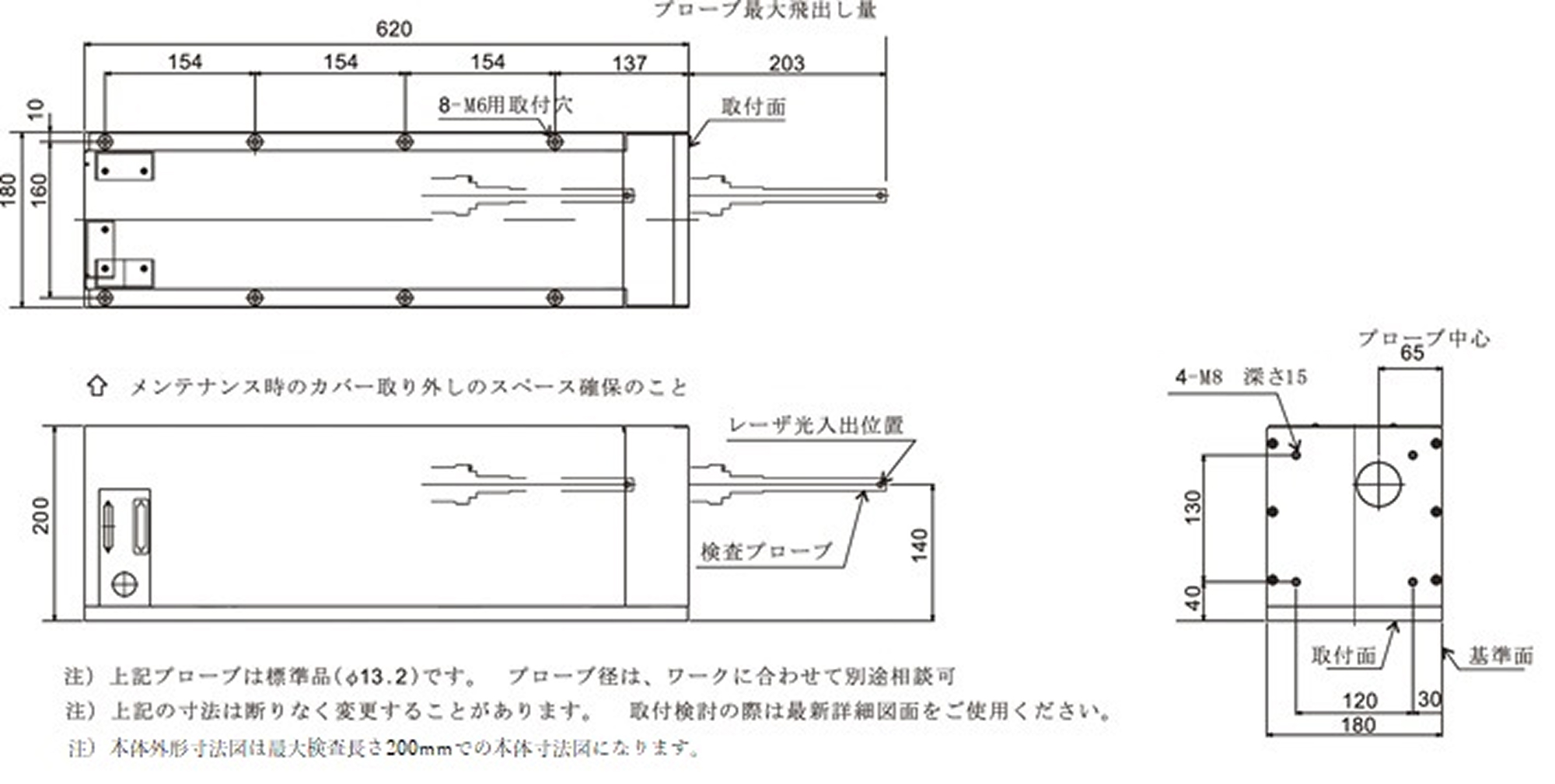
外形図
簡単な操作で、
正確な検査が安定的に可能です。
導入のご相談やお見積もりなど、お気軽にお問い合わせ、ご相談ください。
 資料をダウンロード
資料をダウンロード- 受付時間
- 平日 8:30~17:30
![]()
![]()